Explore our top-tier molecular derivatives, standardized complexes, and custom-synthesized raw materials designed for global markets.






A holistic analysis of biochemical syntheses, industrial scaling, and international standardizations in amino acid derivatives.
Amino acids, the fundamental building blocks of proteinaceous structures, have evolved far beyond basic nutritional elements. In modern biochemistry, high-purity amino acids and their synthetic derivatives (such as L-Citrulline-DL-Malate, Taurine, and Sialic Acid) serve as pivotal intermediates. These compounds drive precision medicine, specialized sports nutrition formulations, agricultural bio-stimulants, and advanced cosmetic anti-aging agents.
As market dynamics shift toward sustainable sourcing, pharmaceutical-grade purity, and functional customization, manufacturers must adapt. The demand is no longer just for bulk amino acids, but for highly bioavailable derivatives. These derivatives must satisfy complex metabolic paths, offering higher thermodynamic stability, lower degradation profiles, and enhanced targeted absorption.
"The shift toward bio-based derivatives reflects a global drive to optimize efficacy in clinical nutrition, crop protection, and functional foods. Our focus centers on developing biochemical pathways that lower production energy while improving compound bioactivity."
Established as a cornerstone of advanced biotechnology, Shaanxi Diaries Biotech Co., Ltd. is a modern high-tech enterprise specializing in the research and development, production, and global distribution of plant extracts, natural raw materials, and functional ingredients for the health, food, and cosmetic industries.
Strategically headquartered in Xi'an, Shaanxi Province, China—a hub for natural products research and raw material logistics—we bridge the gap between plant chemistry and biotech processes. Our facility covers over 70,000 square meters, featuring six automated extraction lines, fine purification units, and cleanroom packaging spaces. Over years of dedicated research, we have built partnerships with more than 5,000 companies across 80+ countries. We supply high-value bioactive raw materials, customized OEM/ODM packaging, and targeted product solutions.
Producing pure, active enantiomers of amino acids requires advanced biocatalytic and chemical engineering methodologies. Our technological roadmap focuses on three core pillars:
Our catalog supports several distinct industry sectors, each requiring unique grades, formulations, and regulatory oversight:
From pre-workout formulations using L-Citrulline-DL-Malate (2:1) to daily capsule regimens, amino acids support skeletal muscle synthesis, energy pathways, and cognitive functions. Taurine (2-Aminoethanesulfonic acid) acts as an osmolyte and cardiovascular regulator, serving as a key component in energy drinks, baby formulas, and metabolic therapies.
In cosmetics, active molecules must cross the skin barrier to trigger cellular repair. Sialic Acid (N-acetylneuraminic acid, CAS 131-48-6) serves as a cell-surface glycan intermediate, supporting skin moisture levels, elasticity, and anti-wrinkle cellular signals.
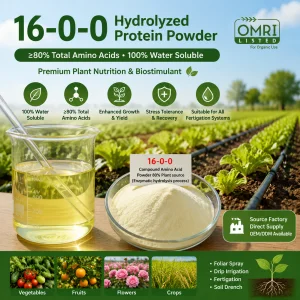
We provide organic, water-soluble solutions like 80% Soy Protein Derived Amino Acid Powder (OMRI Listed) and seaweed-protein blends. These products chelate essential micronutrients, improve plant root development, and strengthen crop resistance against environmental stresses without causing soil degradation.
By using feed-grade amino acids like Glycine and Methionine, livestock feed programs can lower overall crude protein inputs. This improves nutrient absorption rates, boosts animal growth, and reduces ammonia output in farming environments.
We maintain high product purity and supply chain reliability through advanced technology, quality control, and robust logistics.
We supply raw materials tailored to specific regional markets. This includes USP/AJI pharmaceutical-grade amino acids for human nutrition, OMRI-certified agricultural inputs, and FAMI-QS certified ingredients for animal feed.
Our operations comply with key international quality systems, including HACCP, ISO22000, ISO9001, Kosher, Halal, USDA Organic, and EU Organic standards. This facilitates smooth entry into regulated global markets.
We offer customized formulation and packaging services. We can supply bulk raw ingredients or manufacture ready-to-sell, private-label capsules, tablets, and liquid blends to match your brand specifications.
Our Xi'an plant operates under cleanroom protocols and strict quality control standards. Browse our facility equipment below.











Find key information about specifications, manufacturing processes, and order compliance.
Browse our bulk feed-grade additives, cosmetic raw materials, and automated production machinery.