1 / 5
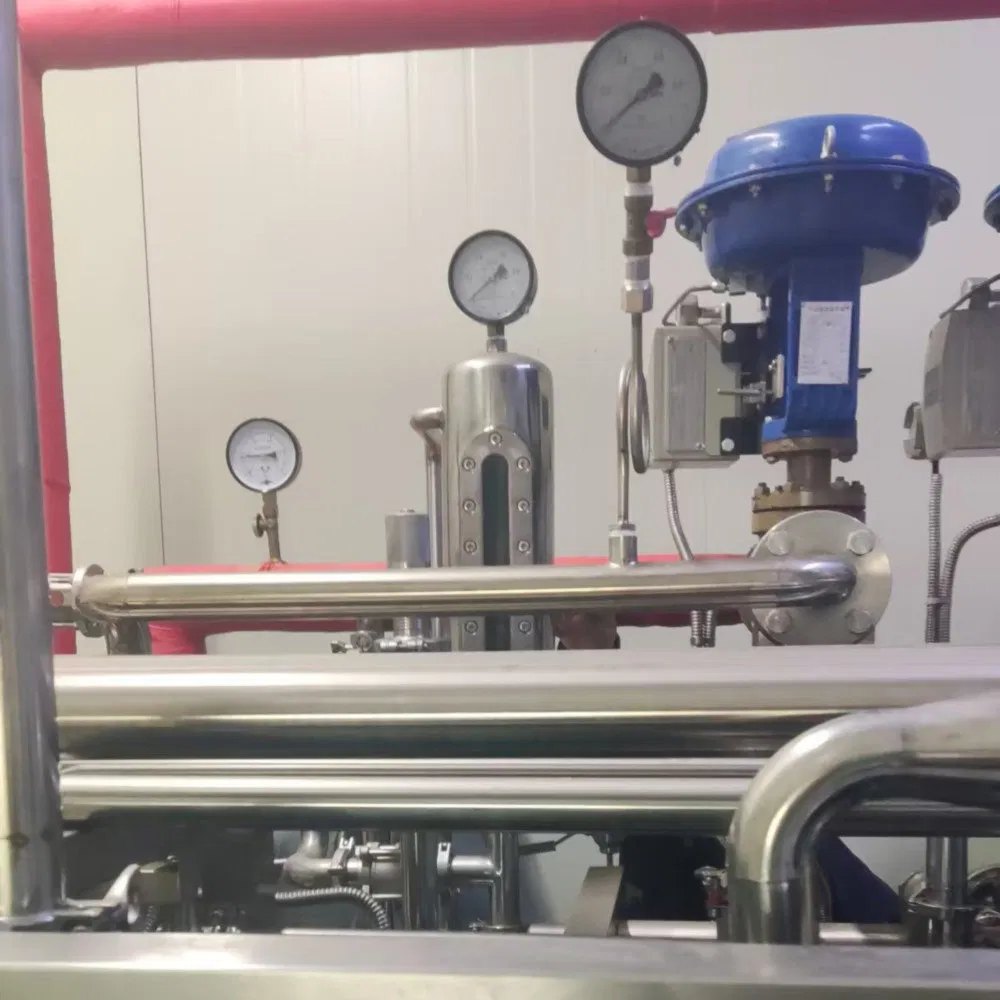
Our Extraction and Concentration Integrated Machine combines traditional extraction processes (maceration, percolation) with advanced concentration technologies (evaporation, distillation) into a single, highly efficient system.
This industrial extraction concentrator is engineered to streamline production workflows by simultaneously extracting and concentrating active ingredients from raw materials, eliminating the need for intermediate transfer vessels.
Widely applied in pharmaceutical manufacturing, food processing, chemical engineering, and environmental protection sectors, this vacuum extraction concentrator delivers exceptional performance with a 30-50% reduction in processing time and energy consumption.
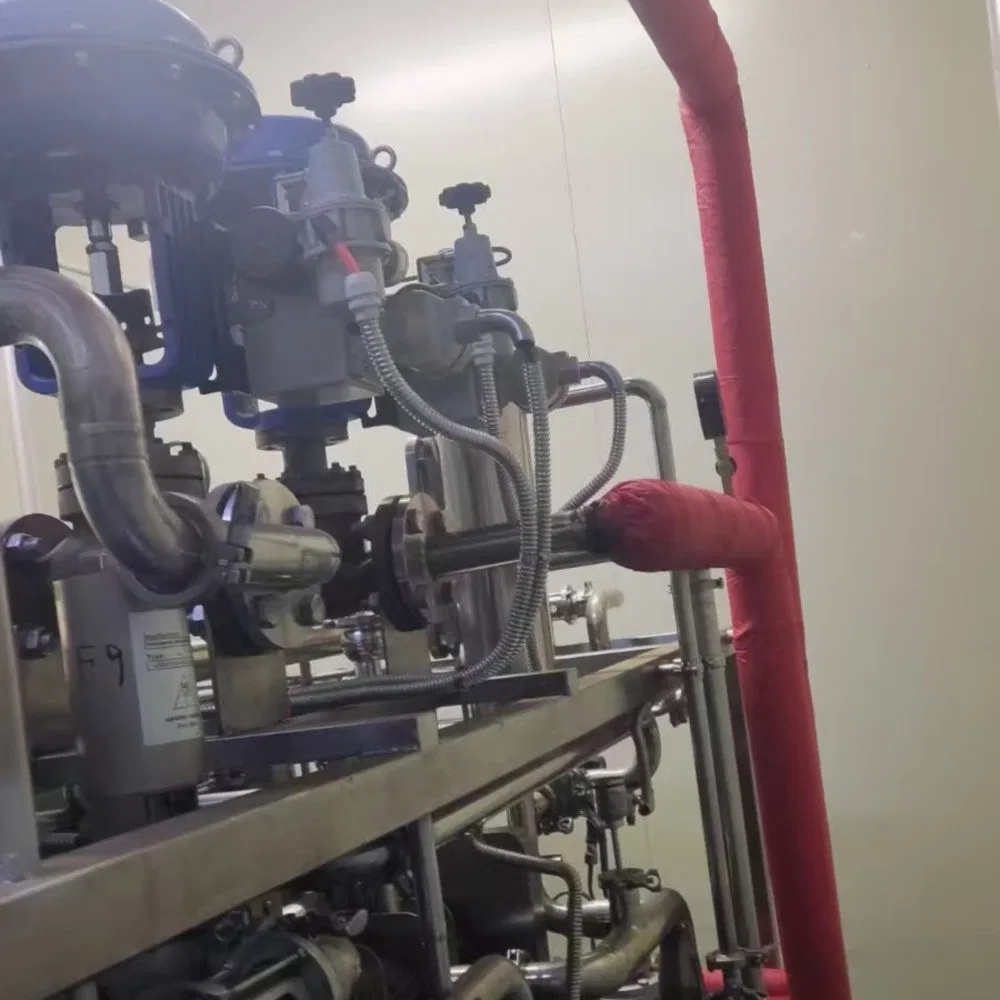
Featuring GMP-compliant 304/316L stainless steel construction, intelligent PLC control systems, and solvent recovery capabilities, our equipment ensures maximum yield retention (>95% active component preservation), minimal material loss, and reduced pollution risks.
Ideal for herbal extraction, botanical concentrate production, and solvent recovery systems, this multi-functional extraction concentration unit represents the cutting-edge solution for modern continuous production demands.
| TECHNICAL PARAMETERS | |
|---|---|
| Product Name | Extraction-Concentration All-In-One Equipment |
| Keywords | Multi-Functional Extraction Concentration Unit |
| OEM & ODM Custom | Accept |
| LOGO Custom | Accept |
| Material Construction | 304/316L Pharmaceutical-Grade Stainless Steel |
| Control System | PLC With Touchscreen Interface |
| Concentration Temperature Range | 40-80°C |
| Extraction Methods | Solvent Penetration Extraction, Counter-Current Extraction, Dynamic/Static Extraction |
| Concentration Technology | Vacuum Evaporation, Thin-Film Evaporation, Multi-Effect Evaporation |
| Processing Time Efficiency | 30-50% Reduction Compared |
| Energy Saving Rate | 30-50% Energy Consumption Reduction |
| Active Component Retention Rate | >95% |
| Certification Compliance | GMP, FDA Standards |
| Cleaning System | CIP Online Cleaning System |
| Solvent Recovery Capability | Up To 95% Recovery Rate |